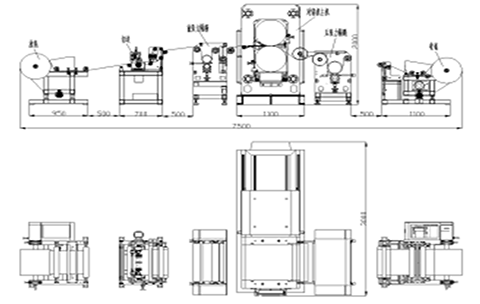
在锂电池生产中,极带辊压机至关重要,但常出现多种问题,武汉格瑞斯新能源有限公司凭借专业技术和丰富经验,针对这些问题制定了有效改善策略。
极片厚度不均匀是常见问题之一,分横向与纵向两种。
横向不均匀,若排除极片涂布影响,需调节辊压压力,保证左右压实密度一致,且要定时测试极片,防止压力变动。纵向不均匀常因极片反弹,原因是内部水分多或辊压速度过快,武汉格瑞斯新能源采用热辊工艺并控制辊压速度来解决。
极片出现镰刀弯,多因两只轧辊接触母线不平行或极片涂布两边厚度不同。边缘厚度大,承受轧制力大,导致横向压实密度不一致,极片翘曲,影响后续分切。武汉格瑞斯新能源在满足设计要求下,通过控制浆料表面张力、泵压、走带速度、辊压压力等参数,有效减少极片翘曲。
极片出现波浪边,是滚压过程中延展率大所致,诱因包括辊身直径小、极片滚压前张力小等。活物质挤压铜箔、铝箔产生延展,无活物质部分未延展,形成波浪形皱褶。武汉格瑞斯新能源通过优化辊身直径、调整张力等参数,降低延展率差异。
极片表面出现暗条纹,是轧辊表面有振纹、辊身圆柱度误差大、前张力小且不均匀导致,武汉格瑞斯新能源通过精细打磨轧辊、优化设备精度及调整张力系统来解决。
极片出现卷边,是延伸率过大所致,武汉格瑞斯新能源通过加大辊身直径、减小极片压缩量、调整前后张力等方法改善。
极片出现断带,多因张力不均匀不稳定、缺少张力快速响应机构、极片涂布边缘凸起严重等。涂布留有小颗粒或面密度不同,辊压时易造成箔带破孔或断裂、活物质脱落。武汉格瑞斯新能源通过优化张力控制系统、加强涂布工艺监控来减少断带。
极片两边张力松紧不同,是轧辊轴线与各过棍轴线不平行导致,调整各辊轴线平行度即可解决。轧辊表面出现麻点,是轧辊材质及热处理金相组织不均匀、辊面抗疲劳强度差、表面粗糙度有关,武汉格瑞斯新能源通过选用优质轧辊材料、优化热处理工艺及定期维护保养来避免。
极片滚压厚度反弹,是残余弹性变形量大、环境湿度大所致,武汉格瑞斯新能源尝试热滚压、慢速辊压、高速滚压、降低环境相对湿度等措施。极片板型不平整,是滚压变形量不均匀、前后张力小且不均匀或极片涂布厚度误差导致,武汉格瑞斯新能源通过优化辊压工艺参数、调整张力系统及加强涂布质量控制来改善。