提供整体锂电设备解决方案
电池整套实验设备生产制造企业
热情欢迎您来电咨询电池设备相关问题!
咨询电话:400-027-6118
咨询电话:400-027-6118
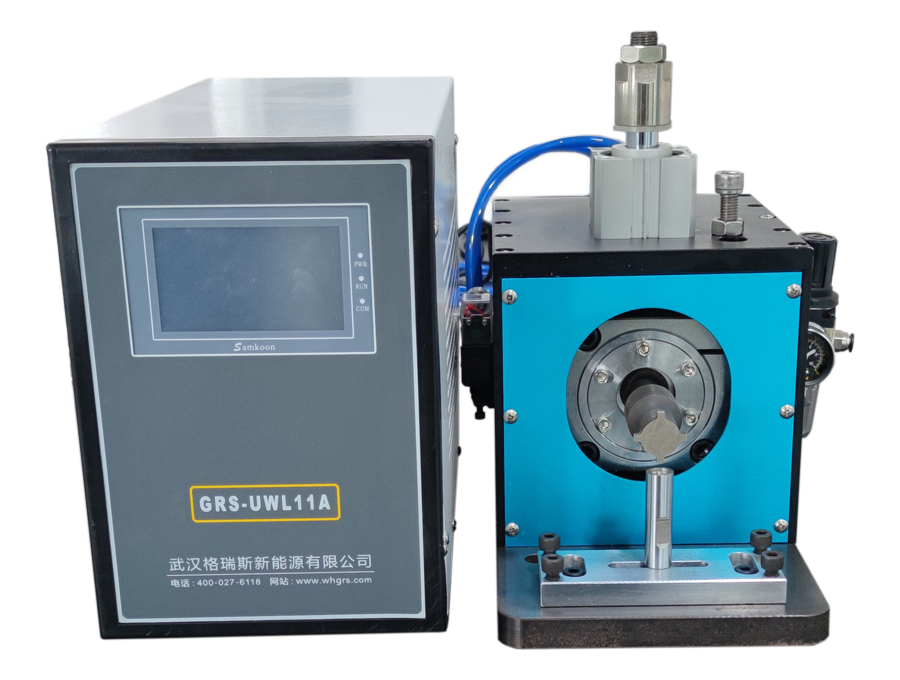
本期为大家简要介绍圆柱、方壳、软包三种电池的组装过程,欢迎探讨交流。这里以圆柱电池为例,其组装工序涵盖多个关键环节,武汉格瑞斯新能源有限公司在这一领域拥有深厚的技术积累与丰富的实践经验。
入壳环节,卷芯入壳前要进行 200 伏至 500 伏的短路测试,确认无高压短路。随后,在卷芯底部垫入垫片,弯折负极耳使其正对卷针孔,垂直压入钢壳,确保卷芯横截面积小于钢壳内截面积,入壳率在合理范围,以考虑极片反弹和注液下液情况,同样步骤装配上面垫片。此环节常见卷芯损伤、壳体变形等缺陷。
底焊时,将铜质或合金焊针插入卷芯中间孔,焊接负极耳与钢壳,需严格控制焊接电流、时间、压力,避免极耳炸火、滤焊、脱落以及壳体底部焊穿、凸凹点、变形、炸火等问题,防止焊接强度不当引发虚焊、内阻偏大或钢壳表面液层损坏、焊点生锈漏液等隐患。
滚槽工序旨在固定卷芯,要特别注意横向挤压速度与纵向下压速度的匹配,防止壳体割破或镍层脱落、影响槽高及封口。同时,严格把控滚槽高度,避免卷芯受损或松动。

烘干步骤不可或缺,电芯制作会带入水分,影响电池性能与安全。通常采用自动真空烤箱烘烤,放入电芯与干燥剂,设置参数,经一定时间烘烤并测试水分,达标后进入下一工序。
注液是通过注液机将电解液注入合格卷芯,此时锂电池四大主材均应用于电芯。该工序关键在于精准控制注液量、温湿度及防水,确保电解液良好浸润正负极片。电解液量过多,电池内部产气量大,安全阀易过早开启;量过少则电池容量低、易析锂、热失控甚至爆炸。
焊盖帽时,对齐电芯正极耳与盖帽极耳进行超声焊接,之后全检电芯,检查极耳焊接效果,虚焊需重新焊接,此时盖板成为电池正极,要防止虚焊、偏焊及盖帽外观不良。
封口是将钢壳与盖板密封,形成密闭电化学系统,此为电芯制造最后一道关键工序,压力成型技术的工艺稳定性决定电池密封性。
清洗则是清除电池钢壳表面残留电解液,防止其腐蚀钢壳。方壳、软包电池组装虽与圆柱电池有差异,但同样遵循严谨的工艺标准,确保电池性能与安全。
| 欢迎咨询服务热线: | 电子邮箱:kf@grsxny.com |
| 400-027-6118 | 总部地址:武汉市东湖新技术开发区光谷三路777号创星汇自贸大厦8层807 |
© 2017 武汉格瑞斯新能源有限公司 版权所有 备案号:鄂ICP备18001426号-1